Digital Shadow of a Precast Factory: Optimizing Interdependent Stages Simultaneously
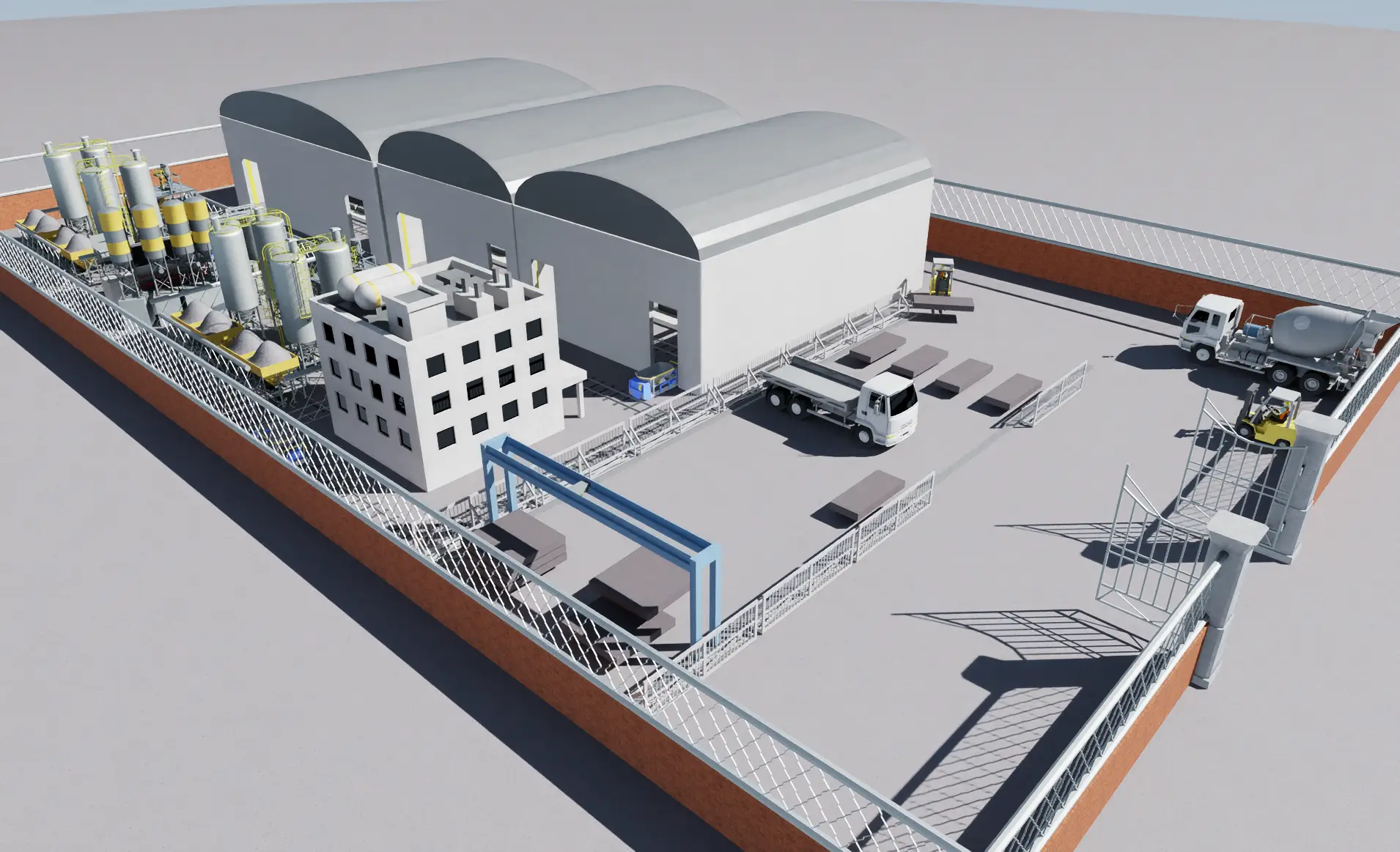
A prefab concrete manufacturer with three production halls, two batching plants, and 34 active molds had no shortage of equipment or orders. What it lacked was a system-level view of how every stage — from batching to truck loading — affected every other.
The Problem: System-Level Coordination Bottlenecks and Interdependent Production Delays
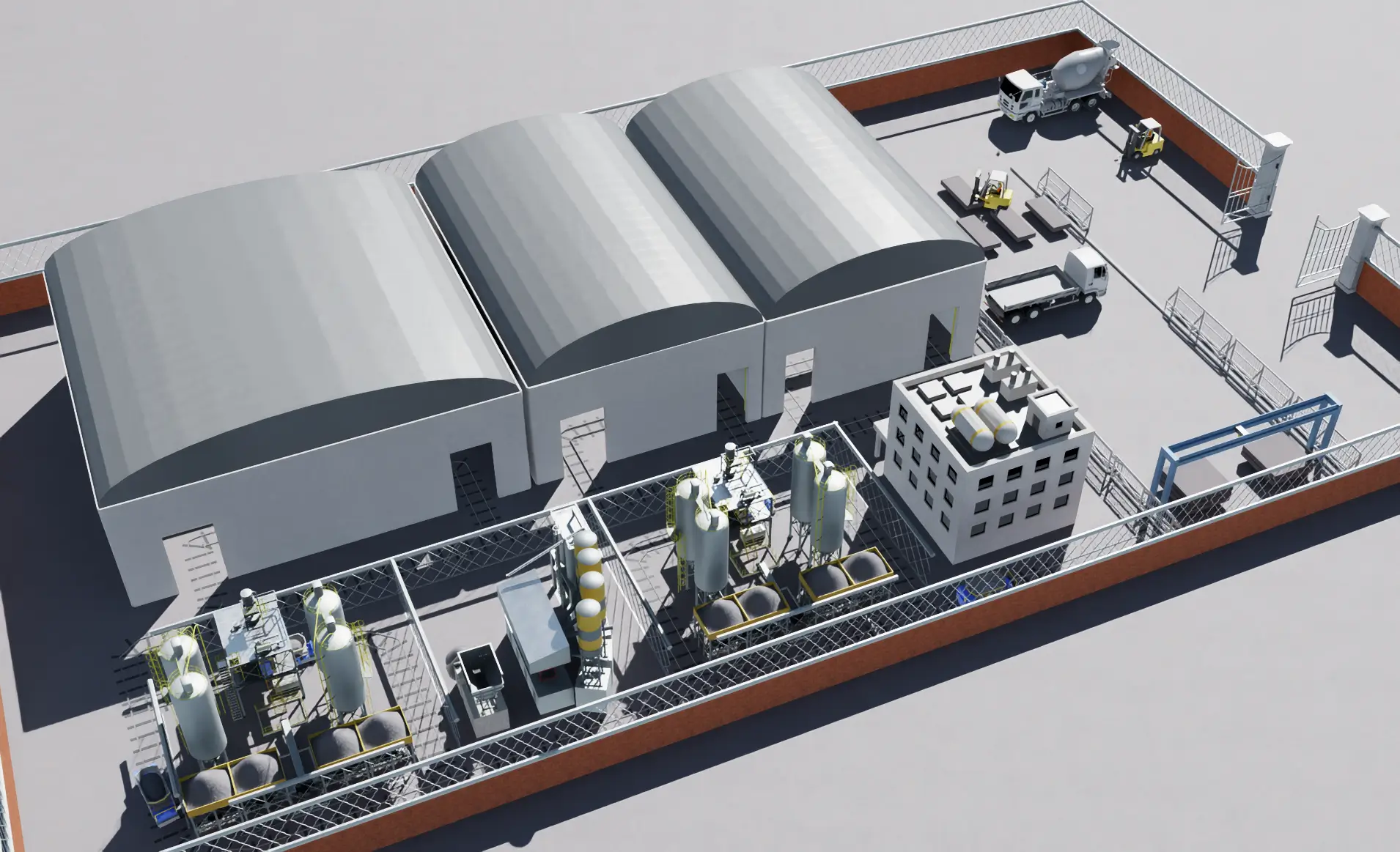
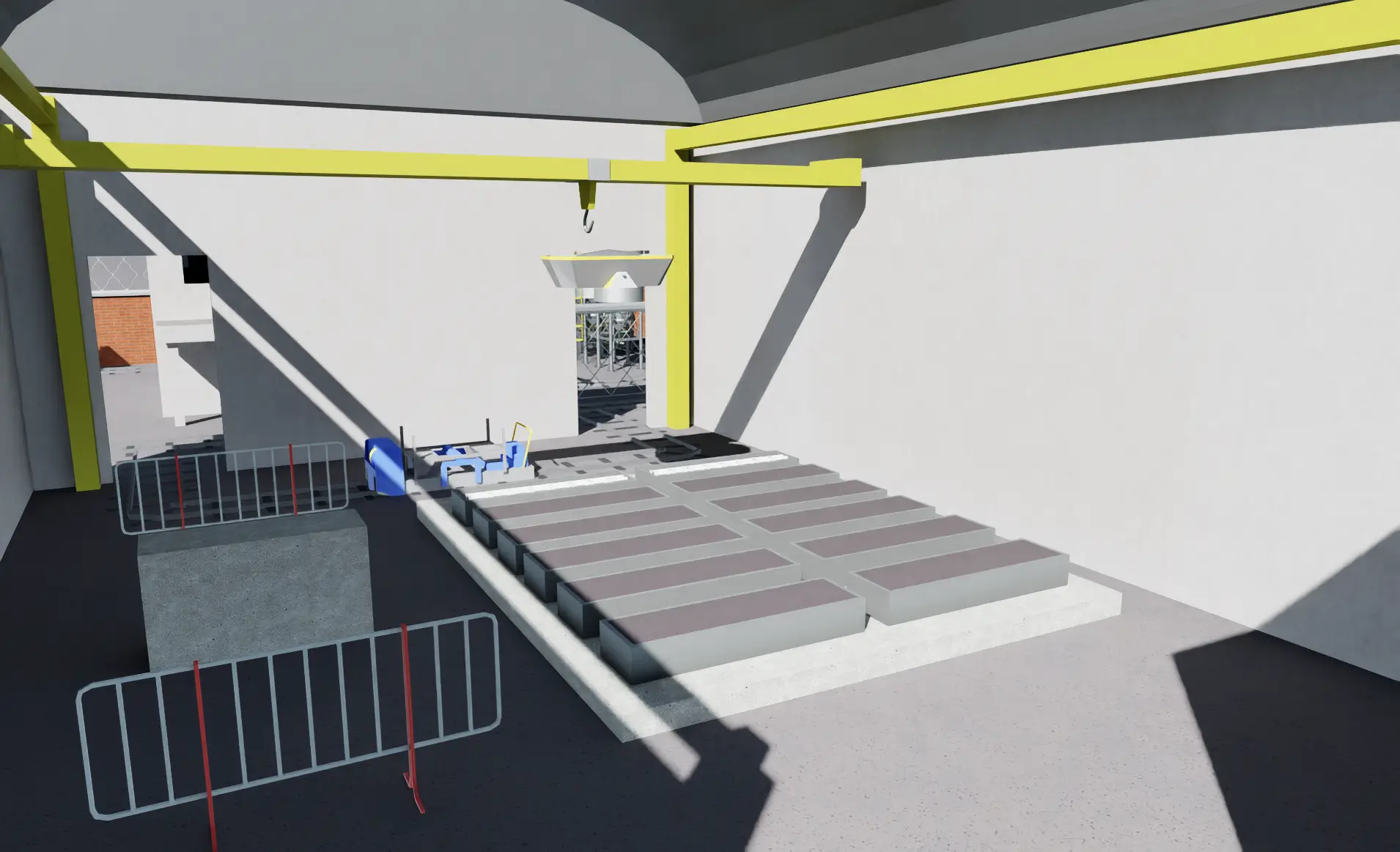
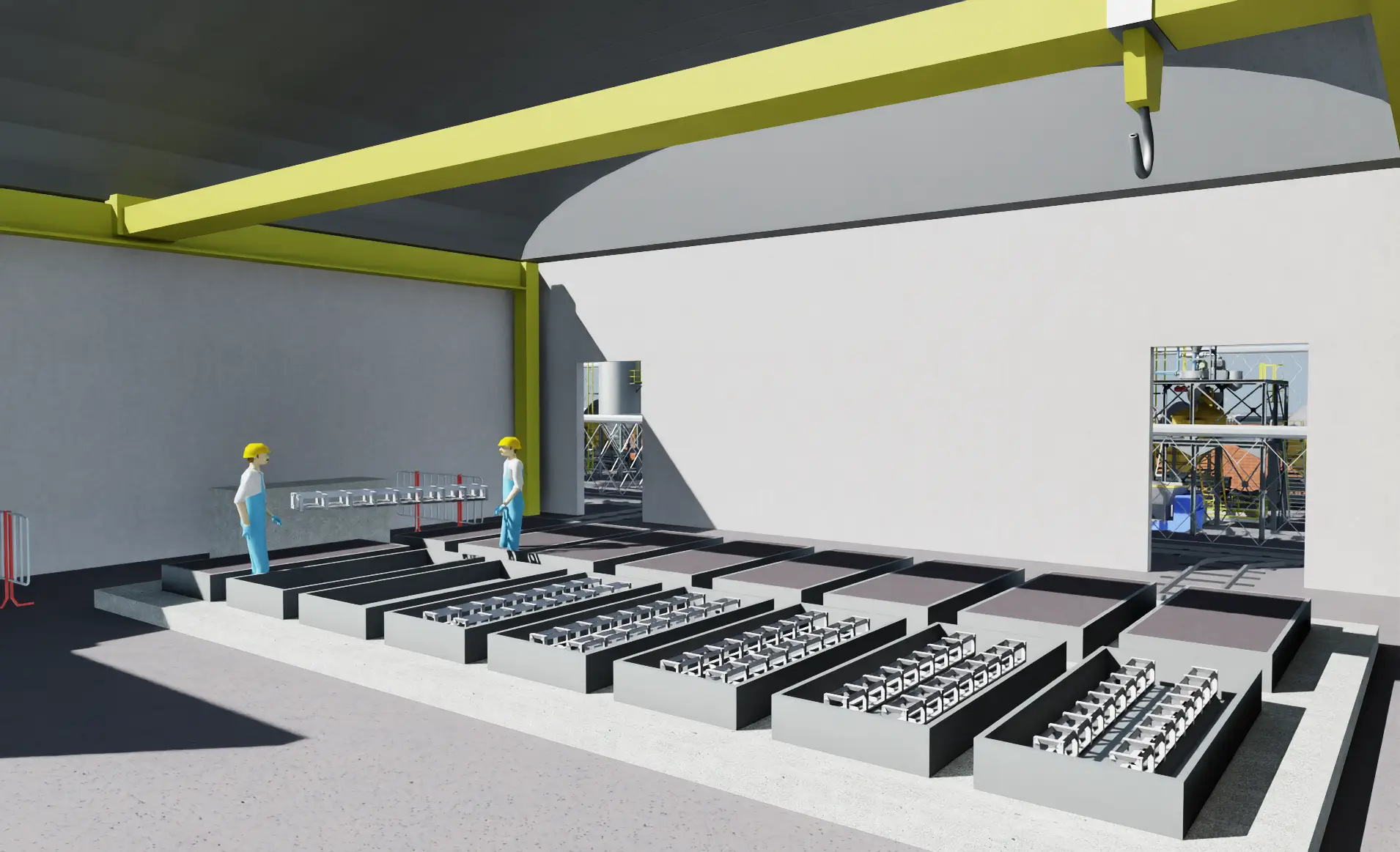
Prefabricated concrete production is a tightly sequenced operation. Concrete mixed in the batching plant has a limited workable window — it must reach the mold, be poured, and begin curing within a controlled timeframe. Rail trolleys carry the concrete from batching to the halls. Overhead cranes demould finished elements after steam curing. Forklifts transfer elements to the yard. Trucks load and depart to site.
Each of these stages has its own timing, its own capacity, and its own dependency on what came before it. At this factory — with 2 batching plants feeding 3 halls containing 16, 6, and 12 molds respectively, served by 6 rail trolleys, 3 overhead cranes, and 2 operational forklifts — the number of interdependencies was substantial. A batching delay cascaded into a trolley queue. A trolley queue delayed the pour. A late pour shifted the curing window. A shifted curing window misaligned with crane availability. A crane delay backed up the forklift. A forklift delay congested the yard. The factory’s constraint was not in any single asset — it was in the coordination between all of them. That kind of problem is invisible without a system-level model.
Images & Video



Challenges · Solution · Results
- Concrete has a limited workable window and must be batch-mixed, transported, poured, and cured within tight, controlled timeframes.
- High operational complexity and interdependencies across 2 batching plants, 3 production halls, 34 molds, 6 rail trolleys, 3 overhead cranes, and 2 operational forklifts caused severe cascading delays.
- Individual asset tracking made coordination gaps invisible, leaving the team unable to identify why theoretical production output was not being met despite all machinery running.
- Scheduling next-day orders was highly unreliable due to unpredictable tracking of track conflicts and ongoing curing cycles.
- Developed a comprehensive digital shadow of the entire factory operation using EBI SIM to capture the full production flow from incoming order to dispatched element.
- Modelled exact, real-world timing constraints for every stage, including batching cycle times, trolley travel and track conflict zones, mold occupancy, steam curing durations, crane demoulding, forklift routes, yard stacking, and truck loading priorities.
- Simulated and optimized six distinct parameters simultaneously: Batching Sequence Optimization, Rail Trolley Dispatch Policy, Hall Scheduling & Next-Day Planning, Curing Cycle Management, Crane & Forklift Coordination, and Yard & Truck Loading Scheduling.
- Realized a 3.5% increase in overall factory productivity achieved entirely through smarter sequencing with no extra equipment, floor space, or headcount.
- Eliminated the primary source of pour delays by resolving batching contention logic between the production halls.
- Stabilized next-day order planning by providing full operational visibility into overnight curing cycle completions, mold availability, and equipment readiness.
- Successfully avoided significant capital investments in a third batching plant, an expanded rail trolley fleet, and weeks of live production disruptions from trial-and-error scheduling.
In-Depth Documentation
What AlsanX Did
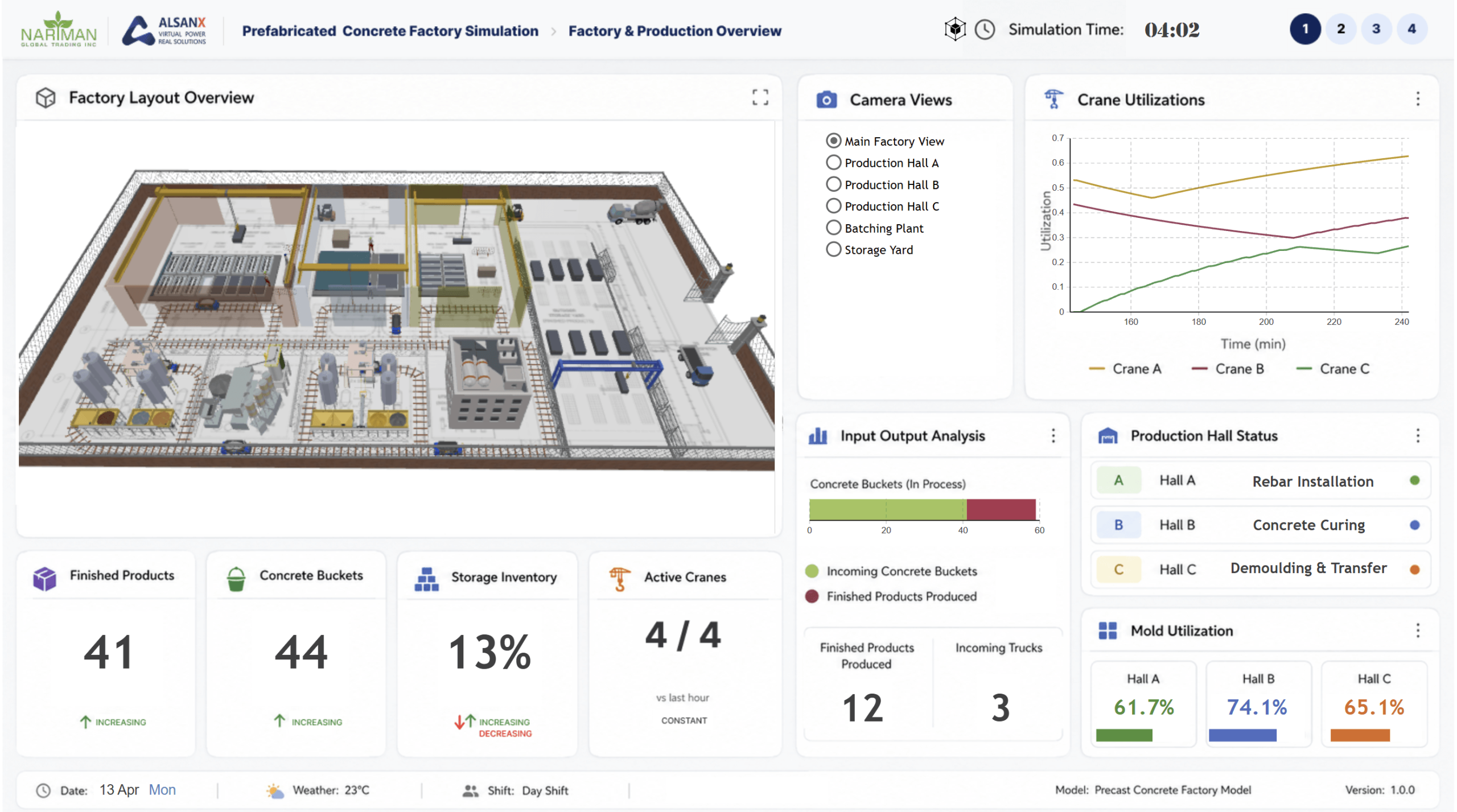
AlsanX developed a digital shadow of the entire factory operation using EBI SIM — modelling both batching plants, all three production halls with their full mold inventories, the 6-trolley rail network, 3 overhead cranes, 2 operational forklifts with backup, yard storage logic, and the outbound truck loading sequence. The model captured the complete production flow from incoming order to dispatched element. Every stage was modelled with its actual timing constraints: batching plant cycle times, trolley travel times, track conflict zones, hall pour sequences, mold occupancy, steam curing durations, crane demoulding cycles, forklift transfer routes, yard stacking rules, and truck loading priorities. The result was a single simulation environment in which the behaviour of the entire factory could be observed, analysed, and tested.
The Outcome
The simulation produced a 3.5% increase in overall factory productivity — achieved entirely through improved coordination between existing assets, with no additional equipment, floor space, or headcount. The primary finding was that batching contention between halls — not batching capacity — was the dominant source of pour delays. Resolving the sequencing logic between the two batching plants and three halls eliminated the most significant recurring bottleneck in the production flow. Next-day order planning became more reliable as the model provided a clear picture of mold and asset availability at shift start. Expansion scenarios were also evaluated in the model before reaching the investment stage, allowing the client to prioritize high-impact changes.
Optimization Parameters Modelled
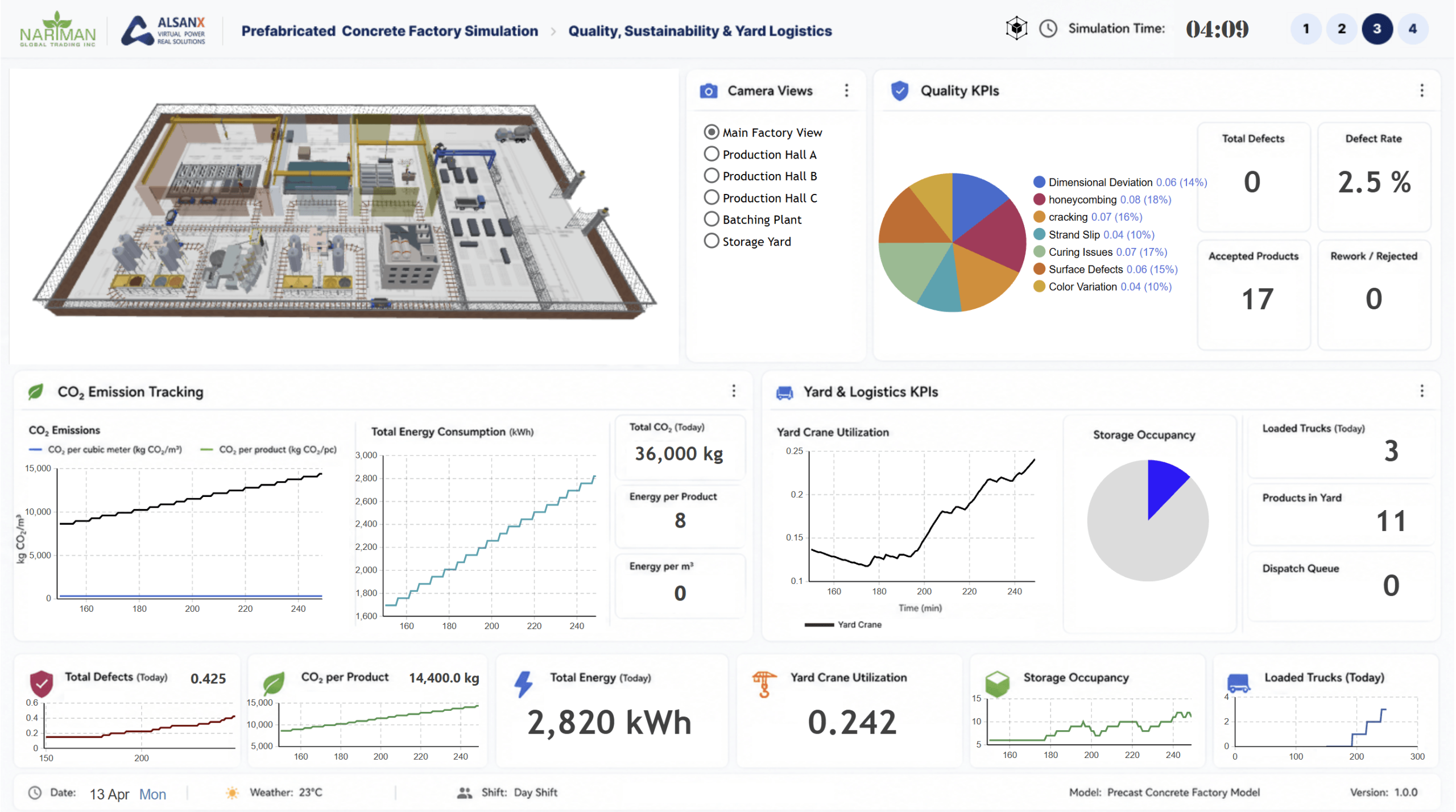
Six optimization parameters were modelled and analysed simultaneously within the simulation environment. This included Batching Sequence Optimization to eliminate pour conflicts, and a revised Rail Trolley Dispatch Policy to minimize wait times and track conflicts across the 6 units. Additionally, Hall Scheduling & Next-Day Planning used incoming orders and ongoing curing cycles to generate reliable schedules. Curing Cycle Management maximized mold turnover rates, while Crane & Forklift Coordination synchronized asset movements during peak demoulding windows. Finally, Yard & Truck Loading Scheduling streamlined the outbound flow based on order priorities and element weights.
Simulation Insights and Avoided Risks
The simulation revealed critical operational gaps: batching contention was causing pour delays, curing cycles were misaligned with crane availability, and forklift and crane movements were overlapping destructively during peak windows. By uncovering these invisible system-level constraints, the digital shadow allowed the client to entirely avoid unnecessary capital investments in a third batching plant and additional rail trolleys. It also prevented weeks of live production disruptions that would have resulted from manual trial-and-error scheduling adjustments, as well as missed delivery commitments.
Tools & Technologies
Explore more case studies
See how we've applied these methods across logistics, manufacturing, and beyond.
View All Case Studies →